![]()
製紙・フィルム関係のお客様へ
印刷関係のお客様へ
プラント(石油化学・製鉄)関係のお客様へ
![]()
![]()
![]()
倉敷ボーリング機工とは
![]()
先輩紹介
![]()
![]()
![]()
![]()
![]()
![]()
![]()
製紙・フィルム関係のお客様へ
印刷関係のお客様へ
プラント(石油化学・製鉄)関係のお客様へ
![]()
![]()
![]()
倉敷ボーリング機工とは
![]()
先輩紹介
![]()
機械やプラントにおける摩耗、あるいは腐食によるロスは極めて多く、それらの現象を正しく理解し、経済的にも有効な手法を選択することが必要です。
倉敷ボーリング機工では、半世紀にわたり、石油精製、石油化学、発電などのプラント分野のお客様とお取引させていただき、産業分野・使用環境ごとの摩耗や腐食対策、またその他の必要な機能性付与について豊富なノウハウを蓄積してきました。
当社がこれまでに溶射技術や機械加工技術を駆使して、エネルギーロスや機械・装置の寿命短縮、メンテナンス費の増加など、お客様が抱えているお悩みを解決した事例の一部をご紹介します。

新規製作・耐摩耗性向上・延命・寸法復元
| 溶射材 | メテコロイ♯2 | アモルファス | セラミック | サーメット |
|---|---|---|---|---|
| 短納期 | ☆☆☆ | ☆ | ☆ | ☆ |
| 経済性 | ☆☆☆☆☆ | ☆☆ | ☆☆ | ☆ |
| 耐食性 | ☆ | ☆☆ | ☆☆☆☆ | ☆☆ |
| 耐摩耗性 | ☆ | ☆☆ | ☆ | ☆☆☆ |
| 硬度 | Hs45 | Hs66 | Hv900 | Hv1200 |
稼働状況に応じて、最適な材料を選定します!
ただ寸法復帰するのではなく、表面処理では補修部の硬度が基材質の硬度より高くなるので、耐摩耗性が格段に向上します。



製作、内径加工、キー溝加工
溝部へタングステンカーバイトを溶射し、溝表面の耐摩耗性とVベルトに対する滑りを抑える(グリップ力を高める)

プーリーとベルトの交換周期が大幅に伸び、コストダウンを実現

ベアリング嵌合部、オイルシール部へ溶射。寸法復元と共に、鋼材の調質品程度の表面硬度を付与。


ロッドパッキン摺動部へタングステンカーバイト溶射施工にて、耐摩耗性向上。
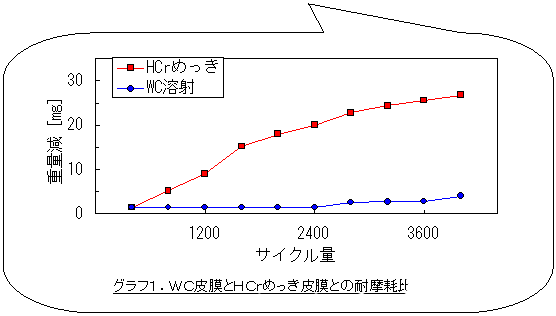
硬質クロムめっきの5倍以上の耐摩耗性!
| WC溶射 | 硬質クロムめっき | 高周波焼入れ | 窒化 | |
|---|---|---|---|---|
| 硬度(Hv) | 1200 | 900 | 520 | 746 |
| 耐摩耗性 | ☆☆☆☆☆ | ☆☆ | ☆ | ☆☆ |
| 寿命(max.) | 14年 | 2年 | 1年 | 2年 |
当社では、1989年より、国内外向けとして400本以上のピストンロッド納入実績があります。

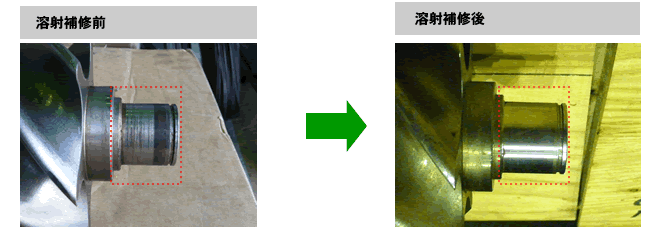
ベアリング嵌合部の寸法復元可能


【メリット①】
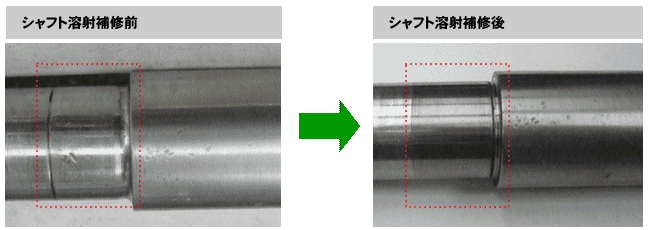
摩耗したジャーナル部を溶射にて寸法復元
↓
単なる寸法復元だけでなく、溶射特有の気孔が油膜形成を助ける(潤滑性向上)
↓
新作の状態より長持ち!
【メリット②】
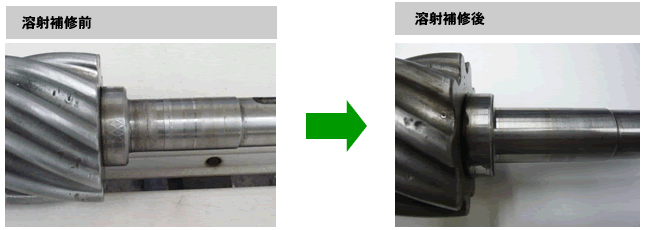
溶射の利点として、軸自体を分解せずに摩耗した部分のみ補修可能
↓
装置復旧までの時間短縮!
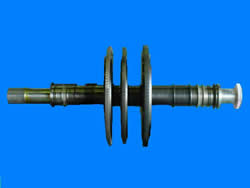
軸補修後のバランス修正も可能 JIS等級 1.0Gまで
当社では、溶射後の研磨加工も自社内で行なっており、高額なローターの取扱いに慣れており、安心してご発注いただけます。
その他にも、多種多様な部品の加工実績があります。
| 部品名 | 加工内容・特長 |
|---|---|
| インペラー(羽根車) |
・ 羽根部へタングステンカーバイト溶射にて、スラリー摩耗対策 ・ バランス修正まで施工可能 |
| インペラウェアリング |
・ ウェアリング製作・製作時より熱処理や表面処理にてインペラウェアリングとの硬度差が可能 ・ 規定クリアランス0.5で復元可 ・ バランス修正まで施工可能 |
| ケースウェアリング |
・ ボリュートポンプケースにあわせて、ウェアリング製作 ・ 熱処理や表面処理にてインペラウェアリングとの硬度差が可能 |
| ポンプケーシング | ・ ベアリング嵌合部の溶射補修 ・ インペラー側、モーター側、両方施工可能 |
| スタフィングボックス | ・ ボリュートポンプケースに対してインロー嵌合部ギャップ修正 |
| モーターブラケット |
・ ベアリング嵌合部の寸法復元 ・ 溶射を施工した場合、再補修品はほとんどない |
| モーターローター軸 |
・ カップリング嵌合部、ベアリング嵌合部、オイルシール部、すべて規定寸法に復元可能 ・ 小径のシャフトへは、新たに表面硬度付与が可能 |
| ギアカップリング | ・ キー溝加工、内径加工(H6仕上げ可能)、セットボルト加工 |
| ベベルギア軸 | ・ ギア付きのまま、ベアリング嵌合部、オイルシール部寸法復元可能(外径φ800未満の場合) |
| 遠心圧縮機ローター | ・ 作業前たわみ除去の為、30分以上運転させるなど、メーカー基準でのバランス修正を行なえる |
| ルーツブロアー | ・ ルーツブロアー軸、サイドカバー等のベアリング嵌合部寸法復元 |
さらに詳しい情報を聞きたい方や、上記掲載以外のアプリケーションへの溶射・機械加工についてのご相談は、営業部までお問い合わせ下さい。
 |
 |

2018年12月
経済産業省より 地域未来牽引企業に 選定されました。 |
 |
 |
 一般産業用 燃焼器部品 の溶射加工 |
溶射のことなら倉敷ボーリング機工にお任せください。
経験と実績に基づいた提案でご要望にお応えします。
![]()
| 製紙・フィルム関係のお客様へ | 印刷関係のお客様へ | プラント(石油化学、製鉄)関係のお客様へ |
| 造船関係のお客様へ | 航空機関係のお客様へ |
| 溶射とは | 溶射で何が出来るのか | 業界最先端の研究開発 | 品質管理体制 |
| 倉敷ボーリング機工とは |主要取引先 | 採用情報 | 試作のご依頼への対応 | 修理・寸法復元 |
| ダイナミックバランス修正 | コストダウンへの考え方 | よくあるご質問 |お問い合わせ |
![]()
ホーム 会社概要 採用情報 サイトマップ リンク集 サイトポリシー
Copyright 2008 Kurashiki Boring Kiko Co.,Ltd. All Rights Reserved.