![]()
製紙・フィルム関係のお客様へ
印刷関係のお客様へ
プラント(石油化学・製鉄)関係のお客様へ
![]()
![]()
![]()
倉敷ボーリング機工とは
![]()
先輩紹介
![]()
![]()
![]()
![]()
![]()
![]()

![]()
製紙・フィルム関係のお客様へ
印刷関係のお客様へ
プラント(石油化学・製鉄)関係のお客様へ
![]()
![]()
![]()
倉敷ボーリング機工とは
![]()
先輩紹介
![]()
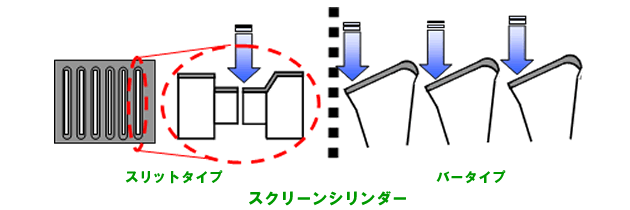
スクリーンバスケットは、近年、省エネ・高効率タイプCバー型バスケットが普及しています。しかし、以前のスリットタイプに比べて、耐久性に不安があります。
対策としては、従来通り、WC溶射が耐摩耗性の効果を発揮します。倉敷ボーリング機工の施工品については、目詰まりや効率ダウン等の報告はこれまで一切ありません。
エキストラクションプレート等のプレート類にも、耐摩耗性向上のため、溶射を施工しています。
近年、高濃度ポンプはMCタイプが主流ですが、従来品のHDポンプもまだ現役で稼働しています。HDポンプは、メーカー整備の場合には、高額な費用がかかります。
また、HDポンプは寿命も1年弱と短命でしたが、倉敷ボーリング機工ではWC溶射と絶妙なクリアランス整備により、3年以上の延命を実現しました。
ポンプにはランナー、スリーブ、ケーシング、サイドプレート、マウスリング等、さまざまな部品が使用されています。倉敷ボーリング機工では各部品に延命対策を施し、ポンプ全体の延命へと繋げます。

ピストンロッドやプランジャーロッドは、従来、殆どが硬質クロムめっきを施工し、傷が入るとスクラップしていました。コンプレッサーのシリンダーは高額です。そこで、スクラップにせず、WC溶射にての再使用をお薦めします。溶射は硬質クロムめっきより長寿命なので、メンテンス費削減に繋がります。
※近い将来、エアーシリンダー、油圧シリンダーの内面溶射も可能になると考えられる
ベアリング勘合部がクリープによって傷つき、修理方法に悩むことはありませんか?特に大型のロールでは、軸の入れ替えも困難です。従来は、軸の入れ替え・ブッシュ製作・硬質クロムめっきでの補修が一般的でしたが、いずれの補修方法もコストと工期がかかります。
溶射補修ならば短納期で低コスト、しかも厚盛り(実績:5mm)も施工可能です。また、溶射皮膜はポーラス(多孔質)なので、油との馴染みが良く、潤滑性も良好です。
上記はジャーナルについてですが、ベアリングケースも同様に補修可能です。
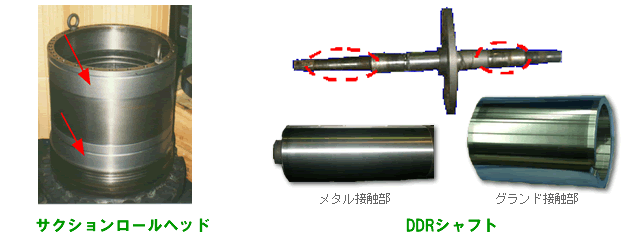
シャフトのオイルシールやメタル接触部分の摩耗に対して、様々な方法で補修をされた方も多いと思いますが、溶射なら簡単に補修可能です。
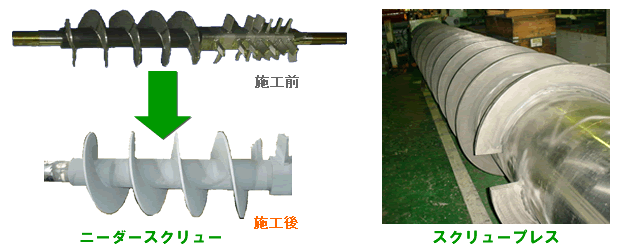
各所で使われるスクリューは、摩耗した際、溶接補修して再利用するとコストがかかり、寿命が短くなるなどの問題が発生していました。
そこで倉敷ボーリング機工では、溶射を施工することにより、補修周期延長を実現しました。
対象スクリュー:頂部スクリュー、ニーダースクリュー、スクリュープレス、焼却灰用スクリュー
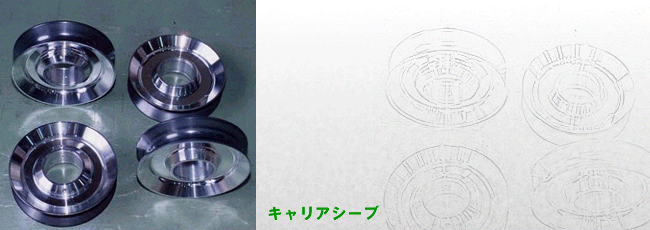
キャリアシーブは、抄紙機の高速化に対応するために軽量化がはかられ、アルミ製が増えています。アルミは硬度が低いため、ロープの当たる部分が早期に摩耗し、ベアリング挿入部(外輪)がクリープするといった問題が発生します。
そこで、倉敷ボーリング機工では解決策として、ロープにあたる部分にはセラミックスまたはWC溶射、ベアリング挿入部には高クロム鋼溶射を施工しています。耐摩耗性が向上し、寿命が延長するため、保守管理の手間が省けます。
ワイヤー、フェルト、カンバスの各所に使用されているパームは、摩耗が激しく、交換の手間がかかります。パームにセラミックスあるいはWC溶射を施工することにより、摩耗防止となり、長寿命化を実現できます。
ウェットパートにはセラミックス溶射、ドライパートには合金(特許品)が最適です。
 |
 |

2018年12月
経済産業省より 地域未来牽引企業に 選定されました。 |
 |
 |
 一般産業用 燃焼器部品 の溶射加工 |
溶射のことなら倉敷ボーリング機工にお任せください。
経験と実績に基づいた提案でご要望にお応えします。
![]()
| 製紙・フィルム関係のお客様へ | 印刷関係のお客様へ | プラント(石油化学、製鉄)関係のお客様へ |
| 造船関係のお客様へ | 航空機関係のお客様へ |
| 溶射とは | 溶射で何が出来るのか | 業界最先端の研究開発 | 品質管理体制 |
| 倉敷ボーリング機工とは |主要取引先 | 採用情報 | 試作のご依頼への対応 | 修理・寸法復元 |
| ダイナミックバランス修正 | コストダウンへの考え方 | よくあるご質問 |お問い合わせ |
![]()
ホーム 会社概要 採用情報 サイトマップ リンク集 サイトポリシー
Copyright 2008 Kurashiki Boring Kiko Co.,Ltd. All Rights Reserved.